-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 14
14

化工方面的应用
设备种类已从小型、单一化发展到大型、多样化。据化工部门预计,目前钛管设备的应用已从初的纯碱与烧碱工业”扩展到整个化工行业。化工行业的年用钛管量将**过1500吨。二十世纪7080年代以后,国真空制盐企业逐步开始采用钛管金属资料制造设备,结果设备腐蚀情况大大改观。
钛焊接管是由冷轧薄板卷材即钛卷,按成品管外径的圆周长度再减去焊缝所需宽度作为条材的宽度,这样的条材连续的辊压成型后,以TIG焊接即为成品。生产管径尺寸范围外径为10~50mm,壁厚为0.3~2mm。焊接后,无须锤击焊渣以及磨削,表面十分光滑,还可以进行扩管、弯管等二次加工,和无缝管几乎没有差别。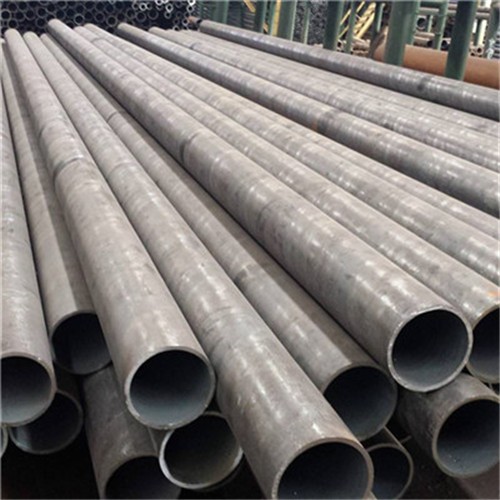
钛合金管道弯头使用注意事项的介绍
1.对钛合金管道弯头举办收拾,相同往常不接收酸洗的方法举办收拾。
2、钛合金管道弯头在装备运用中发生严重的成果和价值,在必定的环境和介质中发生**的运用操作。
依据工件要求和表面状况接收碱洗、水溶性洗濯剂、氯溶剂喷砂,喷丸等方法举办收拾钛标准件。
焊条使用时应连接单调,钛钙型应经150℃单调1小时,低氢型应经200-250℃单调1小时(不能屡次重复烘干,不然药皮简单开裂脱落),焊条药皮粘油及另外脏物,避免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,遭到重复加热分出碳化物,消沉耐堕落性和力学功能。焊后硬化性较大,简单孕育发生裂纹。若接收同**的焊条焊接,有必要举办300℃以上的预热和焊后700℃左右的缓冷处理赏罚。若焊件不能举办焊后热处理赏罚,则应选用铬镍钛合金管道焊条。
准确的收拾钛合金管道弯头,能进步其使用的安静功能,延伸其使用周期。
3、钛管道弯头在装备时要把稳密封性,抑制泛起泄露表象,影响管道的正常工作。
4、钛合金管道弯头装备时,可将钛合金管道弯头按联接脚步直接装备在管路上,按照运用的方位举办装备。普通环境下,可装备在管路尽情方位上,但需便于操作的查验,把稳阻止钛合金管道弯头介质流向应是纵阀瓣下面往**,钛合金管道弯头只能水平装备。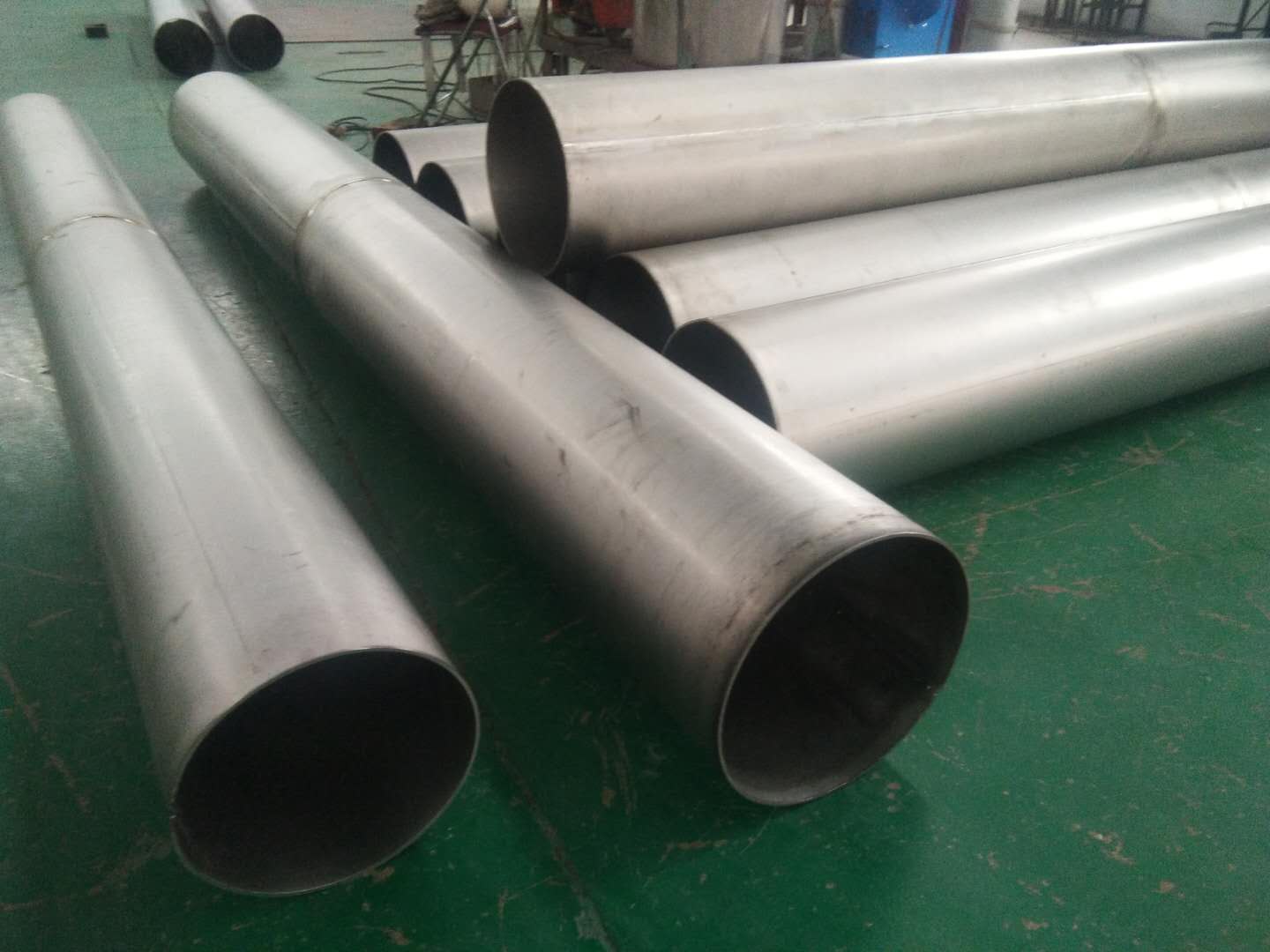
O,N,H,C等常作为杂质元素出现在钛合金中,这些元素本身以及它们的化合物的出现将会严重影响钛的力学和耐蚀性能。氢是影响钛性能的有害元素之一,它会导致钛的塑性与韧性降低,发生氢脆。在冷却时,焊缝中的氢来不及逸出会产生气孔,故一般要求钛材中氢的含量<0.15%。钛在高温下(600℃以上)还易与氧、氮化合,使得焊接接头的塑性韧性下降,引起气孔和裂纹。钛还较易与碳反应生成脆性的碳化物,降低塑性并影响焊接工艺可靠性。为了避免上述问题带来的危害,焊接过程中必须妥善保护那些受焊接热源影响而温度**250℃的区域。