-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 14
14
为了避免出现常见的焊接缺陷,同时保证焊缝的力学性能和耐腐蚀性,在焊接钛及其合金时,必须制订合理的焊接工艺,以确保焊接质量。目前常用的焊接钛及钛合金的工艺有钨极氩弧焊、熔化较氩弧焊、等离子弧焊、电子束焊、激光束焊、钎焊等。钨极氩弧焊是焊接钛合金常用的焊接方法,主要用于厚度在10mm以下的钛及钛合金的焊接。手工钨极氩弧焊适应性较广,焊接质量可靠,但对于厚板焊接效率较低、劳动强度较大。熔化较氩弧焊比钨极氩弧焊的效率高,主要用于焊接厚板,但焊接过程中对工艺参数和焊接环境要求较高,否则容易产生气孔。等离子弧焊接的厚度范围比较宽,从薄板到厚板都可以采用,但焊接时应注意喷嘴的损伤。真空电子束焊也越来越多的用于钛的焊接,由于在真空环境下,因此它能获得高质量的焊接接头,但同时由于需要在真空室中焊接,对工件的尺寸有所限制。与电子束、等离子束焊接相比,激光焊接具有熔池净化效应,能纯净焊缝金属,焊缝的机械性能等于或优于母材。对于某些微型、精密的零件也可以使用钎焊的方法来获得。
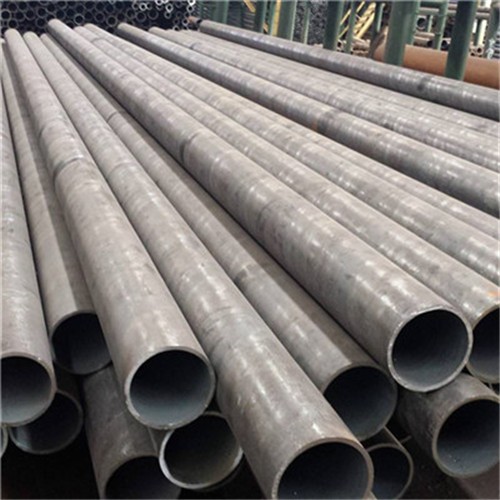
管道腐蚀是现在工业发展中一个相当严重的破坏因素。据有关媒体报道,每年因腐蚀造成的钢材损失大于万吨,钛管道输送易燃、易爆、有损害、腐蚀性介质,具有危险因素。因此,对钛合金管件的要求越高。
钛具有强度高、重量轻、传热性能好、耐腐蚀等优点,在化工领域得到较广应用。钛的这些特性使其成为解决化工相关工程问题的相对经济的方法,虽然钛的投资成本**一般性能材料,但钛在化工领域得到了较广的应用,根据生命周期分析,使用钛管件可以通过减少维护、缩短停机时间、增加产品质量和增加管道寿命来减低生产成本。
目前,钛管件已较广应用于化工、石油、石化、真空制盐、制剂、海洋工程、电力等行业。钛由于具有良好的耐腐蚀性而被较广泛应用于腐蚀介质中,如离子膜烧碱、环氧丙烷等,钛材料在设备和管道中得到了较广的应用,钛管件介质也用于甲酸、甲烷氯化物等工程,以解决管道腐蚀问题。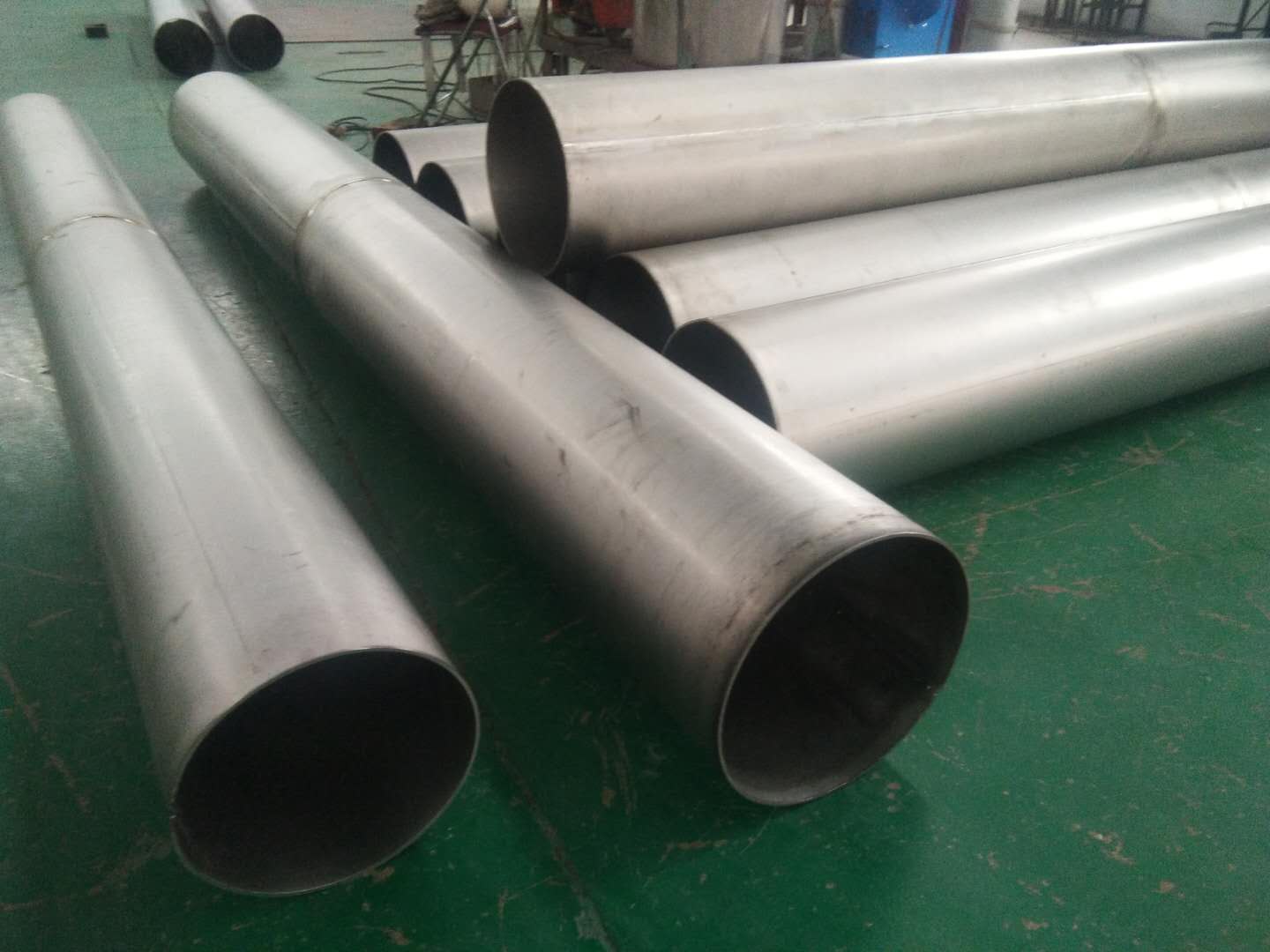
钛焊接管是由冷轧薄板卷材即钛卷,按成品管外径的圆周长度再减去焊缝所需宽度作为条材的宽度,这样的条材连续的辊压成型后,以TIG焊接即为成品。生产管径尺寸范围外径为10~50mm,壁厚为0.3~2mm。焊接后,无须锤击焊渣以及磨削,表面十分光滑,还可以进行扩管、弯管等二次加工,和无缝管几乎没有差别。
O,N,H,C等常作为杂质元素出现在钛合金中,这些元素本身以及它们的化合物的出现将会严重影响钛的力学和耐蚀性能。氢是影响钛性能的有害元素之一,它会导致钛的塑性与韧性降低,发生氢脆。在冷却时,焊缝中的氢来不及逸出会产生气孔,故一般要求钛材中氢的含量<0.15%。钛在高温下(600℃以上)还易与氧、氮化合,使得焊接接头的塑性韧性下降,引起气孔和裂纹。钛还较易与碳反应生成脆性的碳化物,降低塑性并影响焊接工艺可靠性。为了避免上述问题带来的危害,焊接过程中必须妥善保护那些受焊接热源影响而温度**250℃的区域。