-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 14
14
钛合金管道弯头使用注意事项的介绍
1.对钛合金管道弯头举办收拾,相同往常不接收酸洗的方法举办收拾。
2、钛合金管道弯头在装备运用中发生严重的成果和价值,在必定的环境和介质中发生**的运用操作。
依据工件要求和表面状况接收碱洗、水溶性洗濯剂、氯溶剂喷砂,喷丸等方法举办收拾钛标准件。
焊条使用时应连接单调,钛钙型应经150℃单调1小时,低氢型应经200-250℃单调1小时(不能屡次重复烘干,不然药皮简单开裂脱落),焊条药皮粘油及另外脏物,避免致使焊缝增加含碳量和影响焊件质量。弯头焊接时,遭到重复加热分出碳化物,消沉耐堕落性和力学功能。焊后硬化性较大,简单孕育发生裂纹。若接收同**的焊条焊接,有必要举办300℃以上的预热和焊后700℃左右的缓冷处理赏罚。若焊件不能举办焊后热处理赏罚,则应选用铬镍钛合金管道焊条。
准确的收拾钛合金管道弯头,能进步其使用的安静功能,延伸其使用周期。
3、钛管道弯头在装备时要把稳密封性,抑制泛起泄露表象,影响管道的正常工作。
4、钛合金管道弯头装备时,可将钛合金管道弯头按联接脚步直接装备在管路上,按照运用的方位举办装备。普通环境下,可装备在管路尽情方位上,但需便于操作的查验,把稳阻止钛合金管道弯头介质流向应是纵阀瓣下面往**,钛合金管道弯头只能水平装备。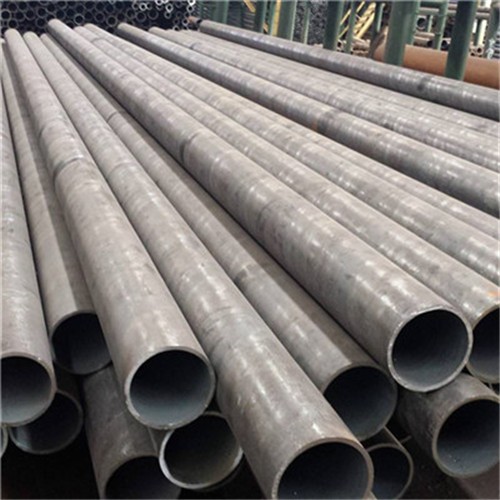
钛管在**方面的应用
一艘台风级核潜艇,钛管在军事工业方面有着十分广阔的用途。核动力潜艇、水翼艇、迫击炮身管、反坦克、发射器、坦克防护板、背心等大量用钛管。据资料介绍,用钛管量高达9000吨,由此可见**对钛管材的需求巨大。
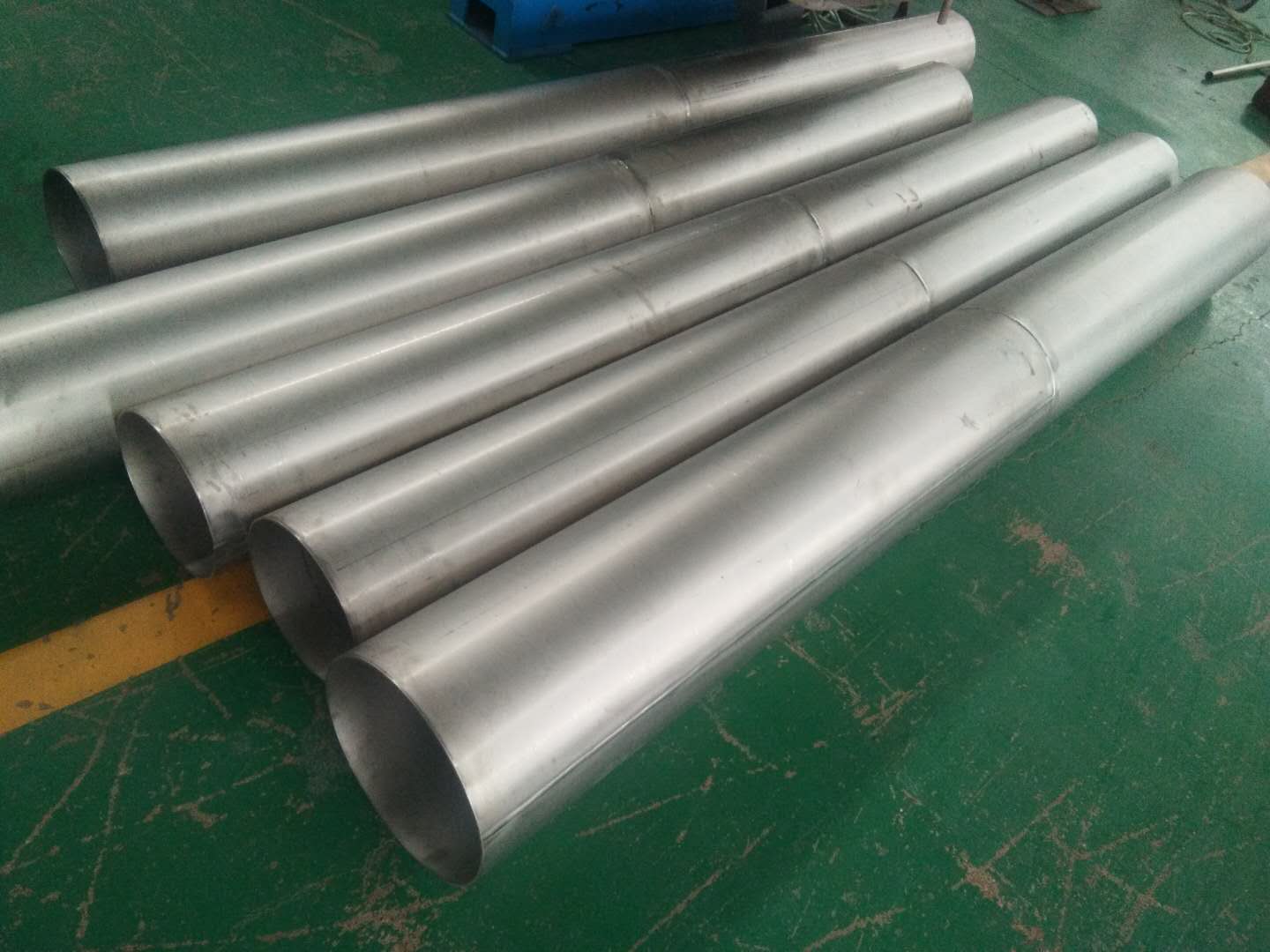
钛焊接管是由冷轧薄板卷材即钛卷,按成品管外径的圆周长度再减去焊缝所需宽度作为条材的宽度,这样的条材连续的辊压成型后,以TIG焊接即为成品。生产管径尺寸范围外径为10~50mm,壁厚为0.3~2mm。焊接后,无须锤击焊渣以及磨削,表面十分光滑,还可以进行扩管、弯管等二次加工,和无缝管几乎没有差别。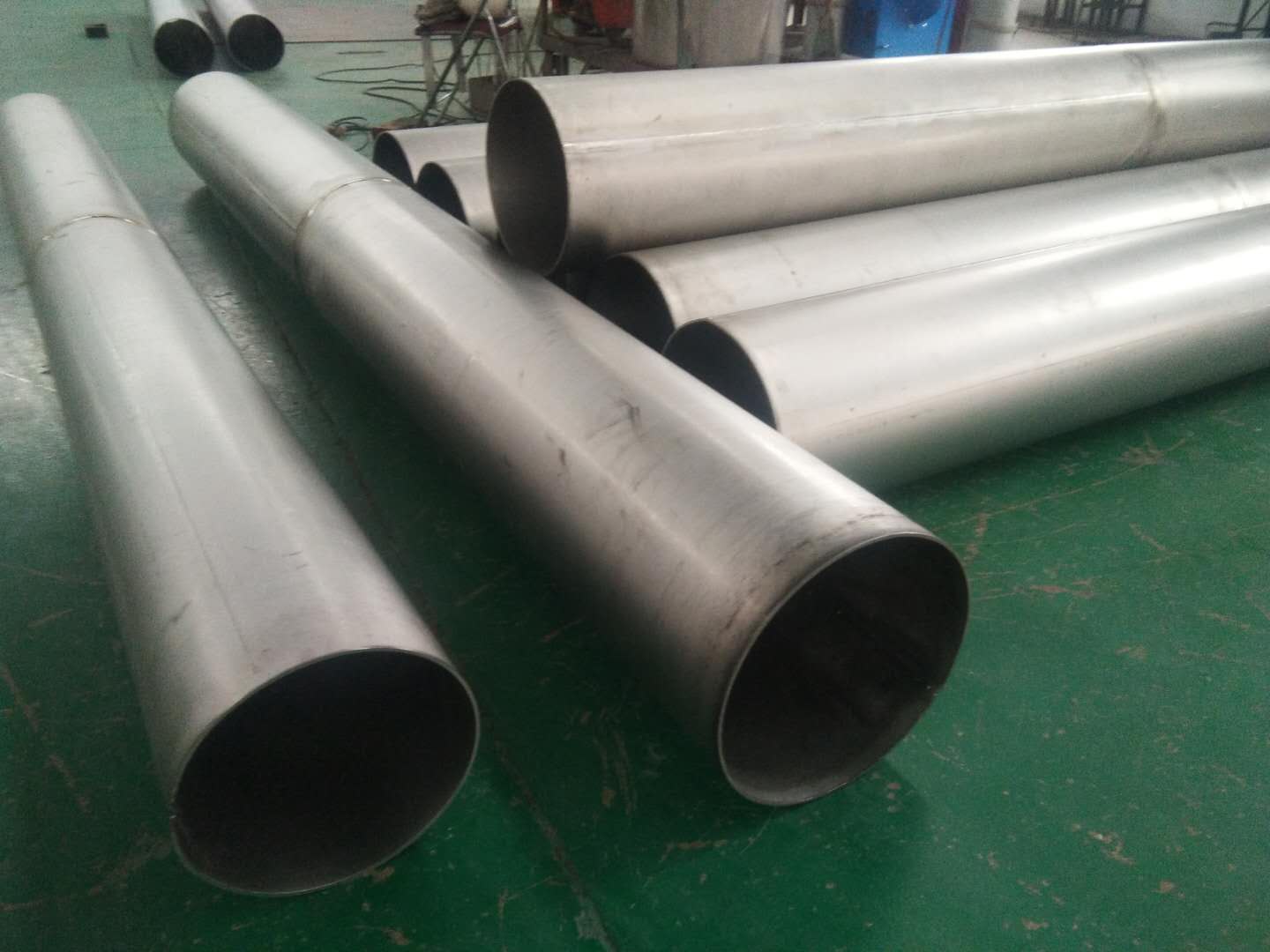
钛的主要物理性能为: 密度4.5g/cm3, 熔点1688℃,比热容522J/(kgK),热导率16J/(msK)。钛有两种结构:882℃以下为密排六方晶格结构,称为α钛;882℃以上为体心立方晶格结构,称为β钛。
钛的化学性质活泼,对氧有较高的亲和力。在有氧环境中钛表面易生成致密而附着力强、惰性大的氧化膜,即使氧化膜受到机械破坏,只要在氧化性介质中,其自愈性强,又可再生成氧化膜,这是钛在许多酸、碱及介质中耐腐蚀性优异的原因。钛在高温下与氧、氮、氢反应速度较快,从250℃开始吸氢,300℃以上快速吸氢;从400℃开始吸氧,600℃以上快速吸氧;从600℃开始吸氮,700℃以上快速吸氮。