-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 14
14
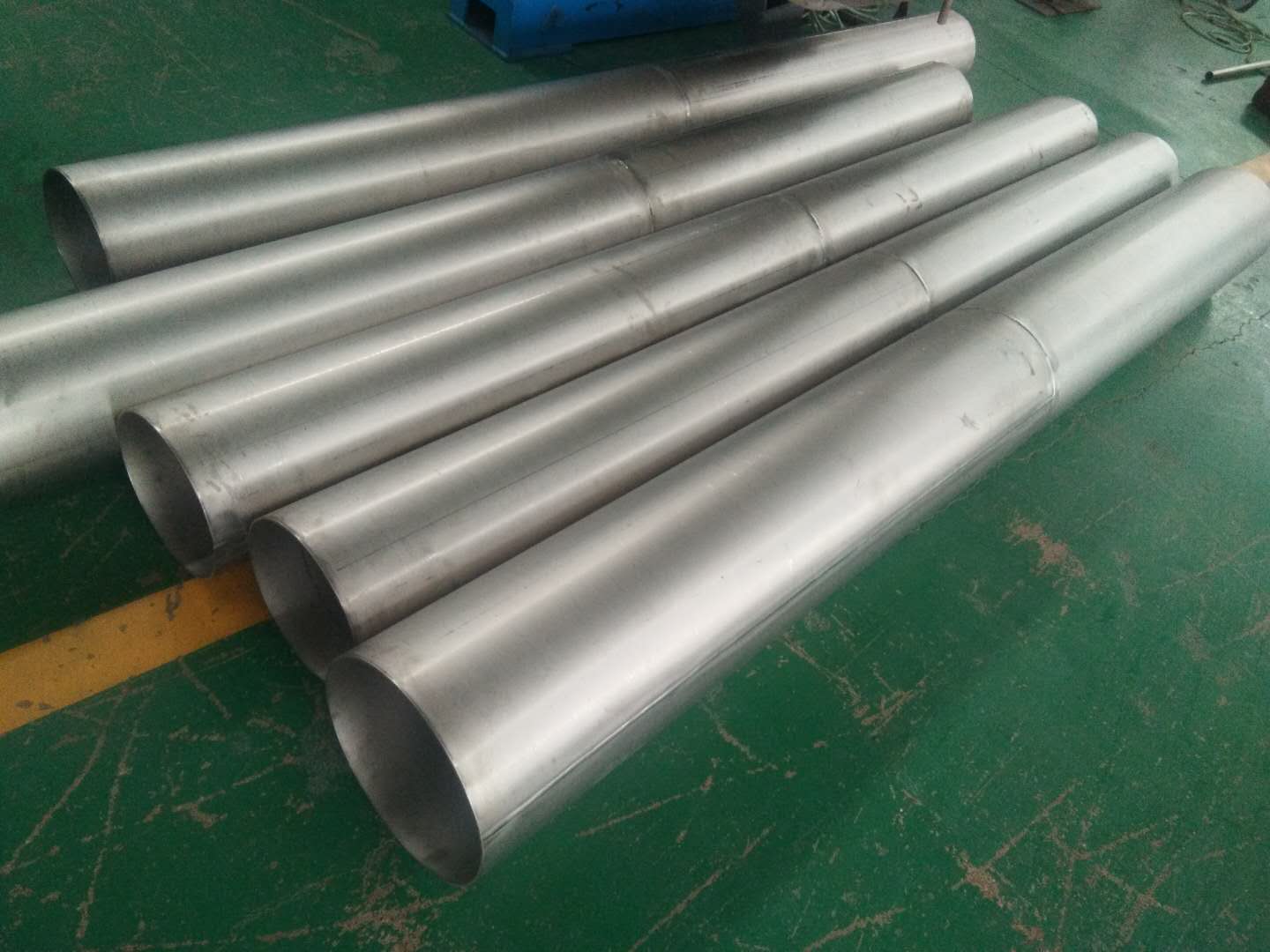
钛焊接管是由冷轧薄板卷材即钛卷,按成品管外径的圆周长度再减去焊缝所需宽度作为条材的宽度,这样的条材连续的辊压成型后,以TIG焊接即为成品。生产管径尺寸范围外径为10~50mm,壁厚为0.3~2mm。焊接后,无须锤击焊渣以及磨削,表面十分光滑,还可以进行扩管、弯管等二次加工,和无缝管几乎没有差别。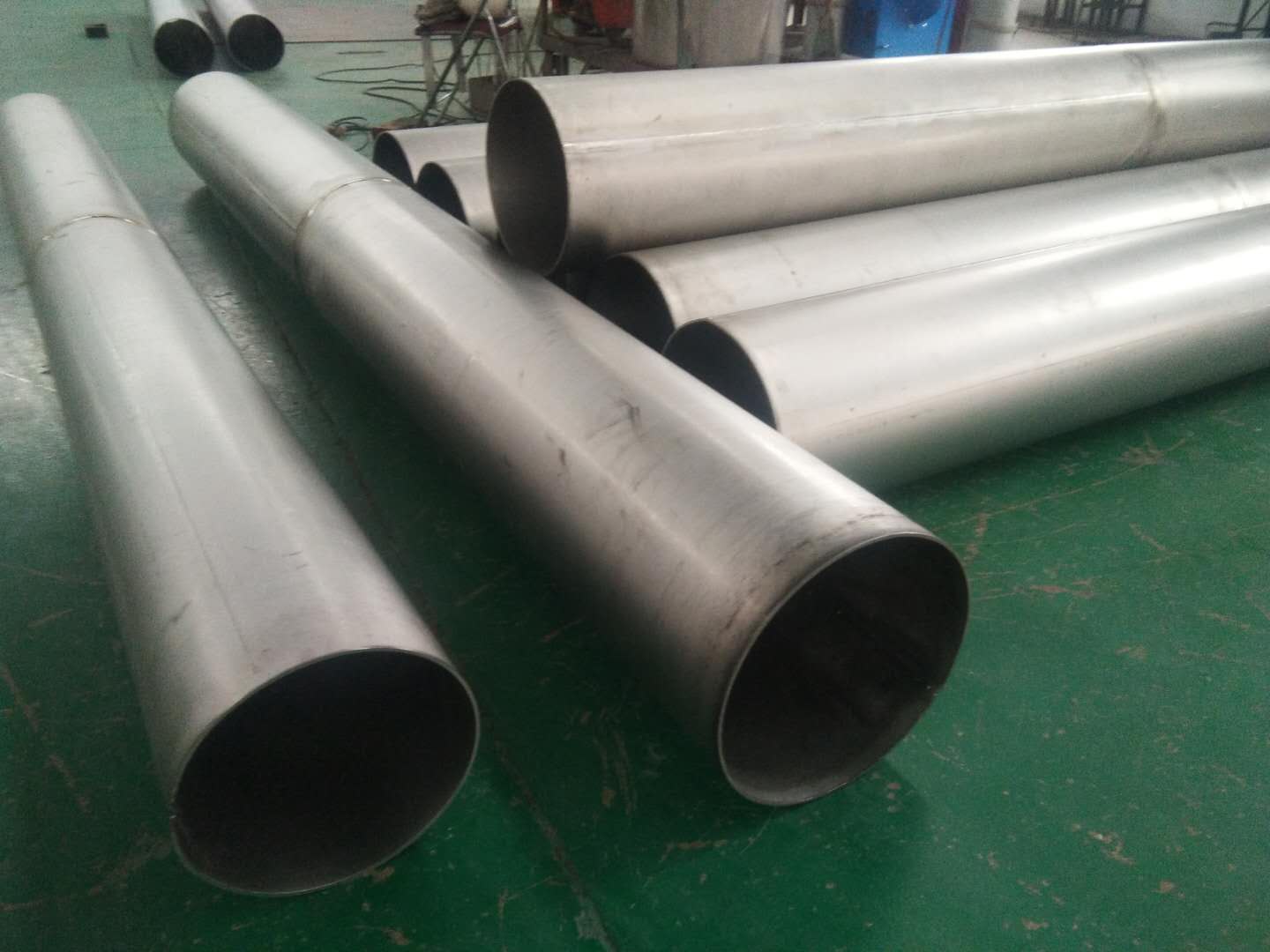
钛管在航天航空方面的应用
民用飞机用钛管量约占构架重量的2025%此外战略火箭发动机、宇宙飞船(如神舟五号、神舟六号)人造等也大量用钛管。 钛管广泛用于航空工业。
为了避免出现常见的焊接缺陷,同时保证焊缝的力学性能和耐腐蚀性,在焊接钛及其合金时,必须制订合理的焊接工艺,以确保焊接质量。目前常用的焊接钛及钛合金的工艺有钨极氩弧焊、熔化较氩弧焊、等离子弧焊、电子束焊、激光束焊、钎焊等。钨极氩弧焊是焊接钛合金常用的焊接方法,主要用于厚度在10mm以下的钛及钛合金的焊接。手工钨极氩弧焊适应性较广,焊接质量可靠,但对于厚板焊接效率较低、劳动强度较大。熔化较氩弧焊比钨极氩弧焊的效率高,主要用于焊接厚板,但焊接过程中对工艺参数和焊接环境要求较高,否则容易产生气孔。等离子弧焊接的厚度范围比较宽,从薄板到厚板都可以采用,但焊接时应注意喷嘴的损伤。真空电子束焊也越来越多的用于钛的焊接,由于在真空环境下,因此它能获得高质量的焊接接头,但同时由于需要在真空室中焊接,对工件的尺寸有所限制。与电子束、等离子束焊接相比,激光焊接具有熔池净化效应,能纯净焊缝金属,焊缝的机械性能等于或优于母材。对于某些微型、精密的零件也可以使用钎焊的方法来获得。
钛材管道的焊接
1 根据对以上缺陷的分析,在现场一般选择钨极氩弧焊,使用电极为铈钨极,焊接环境必须清洁、干净。现场固定口焊接时,要求搭设临时防风棚。保护气体选用纯度在>99.999%以上高纯液态氩气。在焊接时采用特殊的保护装置一喷嘴加托罩,氩气从拖罩中喷出,用以保护焊接高温区域,拖罩的尺寸可根据焊缝形状、焊件尺寸和操作方法确定。焊件背面也需采用充氩保护装置。结构复杂的焊件由于难以实现良好的保护,宜在充氩一氦混合气的箱内焊接。
2 焊前的清理
焊接前应将焊丝和焊件表面的油污和氧化物清理干净,以防止焊缝增碳、氧、氢,使焊缝产生气孔和裂纹,并降低焊缝金属的力学性能。坡口必须用绞刀和金刚石锉刀处理去氧化膜、毛刺(因毛刺会导致产生气孔),用丙酮连同焊丝一块擦洗干净。处理完氧化膜的坡口要求4h之内焊接,如果4h之内没有施焊,再施焊前必须重新处理氧化膜方能焊接。