-

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器

宝鸡市欣太设备制造有限责任公司
主营:镍设备厂家,钛焊管厂家,钛盘管制作,钛反应釜,钛复合板设备制作,钛换热器 13
13

由于钛管换热器具有耐腐蚀性、屈服强度和密度比高、热膨胀系数小、使用寿命长、传热效率高、不易结垢等优点可大大提高钛管换热器的使用寿命,减少因设备腐蚀失效停工造成的损失,经济效益良好,在石油化工等领域得到广泛应用。
换热器的分类
1.按换热器的用途分类
(1)加热器:加热器用于把流体加热到所需的温度,被加热流体在加热过程中不发生相变。
(2)预热器:预热器用于流体的预热,以提高整套工艺装置的效率。
(3)过热器:过热器用于加热饱和蒸汽,使其达到过热状态。
(4)蒸发器:蒸发器用于加热液体,使之蒸发汽化。
(5)再沸器:再沸器是蒸馏过程的设备,用于加热已冷凝的液体,使之再受热汽化。
(6)冷却器:冷却器用于冷却流体,使之达到所需要的温度。
(7)冷凝器:冷凝器用于冷凝饱和蒸汽,使之放出潜热而凝结液化。
2.按换热器传热面形状和结构分类
(1)管式换热器:管式换热器通过管子壁面进行传热,按传热管的结构不同,可分为列管式换热管、套管式换热器、蛇管式换热器等几种。管式换热器应用广。
(2)板式换热器:板式换热器通过板面进行传热,按传热板的结构形式,可分为平板式换热器、螺旋板式换热器、板翅式换热器和热板式换热器。
3.按换热器所用材料分类
(1)金属材料换热器:金属材料换热器是由金属材料制成,常用金属材料有碳钢、合金钢、铜及铜合金、铝及铝合金、钛及钛合金等。由于金属材料的热导率较大,故该类换热器的传热效率较高,生产中用到的主要是金属材料换热器。
(2)非金属材料换热器:非金属材料换热器由非金属材料制成,常用非金屑材料有石墨、玻璃、塑料以及陶瓷等。该类换热器主要用于具有腐蚀性的物料由于非金属材料的热导率较小,所以其传热效率较低。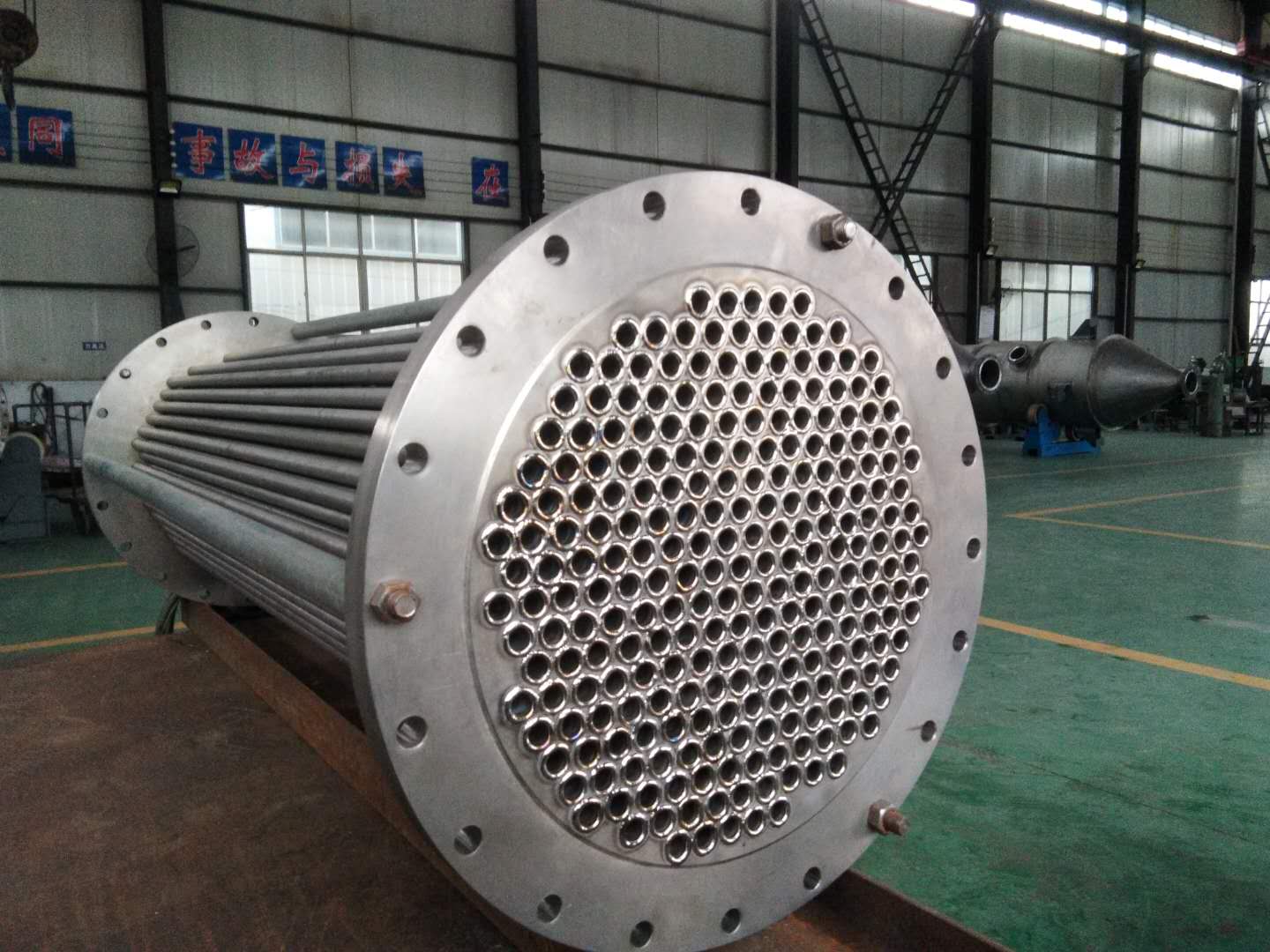
气体及杂质污染对焊接性能的影响
在常温下,钛及钛合金是比较稳定的。但试验结果表明,在焊接过程中,液态熔滴和熔池金属具有强烈吸收氢、氧、氮的作用,而且在固态下,这些气体已与其发生作用。随着温度的升高,钛及钛合金吸收氢、氧、氮的能力也随之明显上升,大约在250℃左右开始吸收氢,从400℃开始吸收氧,从600℃开始吸收氮,这些气体被吸收后,将会直接引起焊接接头脆化,是影响焊接质量的较为重要的因素。
焊接中除满足相关标准规范外,还应要求满足以下条件:
(1) 焊接和组对必须在清洁的车间或在无铁污染的区域进行,钛管在进行任何焊接前必须进行菲绕啉试验证实无铁离子污染(若表面被铁离子污染,滤纸呈橘红色)。
(2) 施焊前,熔合面和焊缝每边50 mm宽的区域用丙酮或丙醇、异丙醇进行彻底清理以清除氧化皮、锈蚀、油脂或其它影响焊接接头质量的杂质。
(3) 焊丝类别符合AWS SFA-5.16ERTi-2,Fe含量小于0.05%,H含量小于60ppm,钛材焊接中,在根道熔合过程中向管内充入纯度为99.99%氩气背部保护气,层间温度不得**60°C,钛材焊接保护应充分。
由于PTA装置钛管冷凝器使用工况恶劣,用材特殊,对焊接质量要求高,本项目引用ASMEK:焊接和钎焊合格评定中的焊接技能评定要求,在定单开工前进行模块试验,对焊工和焊机操作工作进行技能评定。
同时引用巴斯夫公司的WN75-100标准规范,对模块试验后的焊接试样进行相关内容的检验,通过模块试验验证了焊接人员的上岗资格,也确定焊接工艺对缺陷的控制是有效的。另外,需指出的是,在模块试验中引入射线背照技术检测,可以改变以往模块削薄才能RT检测的做法,同时也可以将此技术应用到成品管板焊接接头的常规RT检测中,从而更有效地提髙焊缝质量,为换热器设备的长周期安全运行提供可靠**。